
测量原理与精度:基于 “不同介质介电常数差异” 实现界面识别(原油介电常数 2.0-2.5,水介电常数 78.5),不受温度、密度波动影响;测量范围 1-2 米(覆盖脱水罐油水层总高度);
抗干扰能力:采用 “三电极结构”(测量电极、屏蔽电极、接地电极),有效抑制原油中杂质(泥沙、沥青质)、结垢产生的虚假信号;电极材质为哈氏合金 C-276,耐原油腐蚀、耐高温,适配脱水罐 80℃的工艺温度;
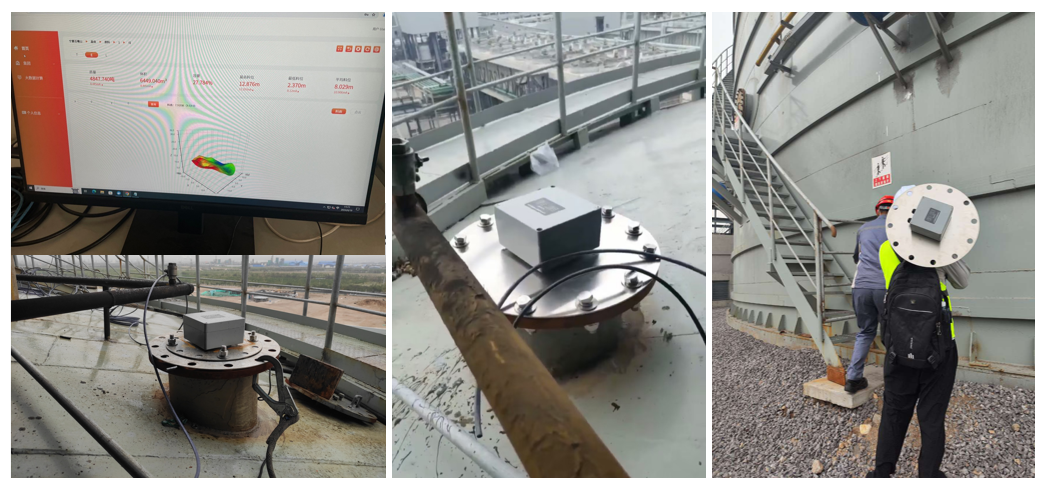
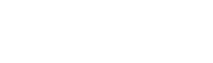
安装与适配性:支持侧装法兰式安装,适配卧式脱水罐的侧壁接口(DN80 法兰);防护等级 IP67,满足炼油厂易燃易爆、高油气浓度的工况要求;
数据输出与联动:支持 4-20mA 模拟信号(对应 0-3 米界面高度)、HART 协议,可直接接入车间 DCS 系统,实现界面数据与脱水阀门的自动联锁控制。
设备部署:8 台脱水罐每台安装 2 台油水界面仪,分别部署在罐体中部(监测主界面)和底部(监测废水层含油情况):中部界面仪用于控制原油与水的分离界面(设定目标界面高度 1.2 米),底部界面仪用于检测废水含油浓度(通过介电常数变化间接判断,当介电常数≤60 时,判定含油超标);每台脱水罐配套 1 台铂电阻温度传感器,用于辅助验证介质温度,排除极端温度对设备的影响;
数据传输与控制逻辑:界面仪采集的界面高度、介电常数数据,通过屏蔽电缆传输至车间控制柜,经信号隔离器处理后上传至 DCS 系统;在 DCS 中设置 “双联锁控制逻辑”:①中部界面控制:当界面高度>1.5 米(水层过厚),自动开大底部排水阀;当界面高度<0.9 米(油层过厚,易带水),自动关小排水阀,维持界面稳定在 1.2 米;②底部含油控制:当底部界面仪检测介电常数≤60(废水带油超标),立即关闭排水阀,同时触发中控声光报警,提醒操作人员排查破乳效果;
可视化与追溯功能:在 DCS 系统中开发 “油水界面监测模块”,实时展示 8 台脱水罐的界面高度、废水含油状态、排水阀开度;自动存储历史数据(采样间隔 1 分钟),生成 “界面高度变化曲线”“排水阀操作记录”,支持按日 / 周 / 月导出报表,满足工艺优化与环保追溯需求。
前期准备:施工前对脱水罐进行停工泄压、氮气置换,检测罐内油气浓度(≤爆炸下限 10%),办理受限空间作业许可;对罐体侧壁安装法兰进行平整度检测(偏差≤1mm),清理法兰密封面的油污、锈迹,更换耐油耐温的丁腈橡胶密封垫;
安装过程:采用侧装方式将界面仪通过 DN80 法兰固定在罐体侧壁,中部界面仪安装高度对应罐内 1.2 米界面位置(通过罐体容积表换算),底部界面仪安装高度距离罐底 300 毫米;电极插入罐内的长度为 500 毫米,确保完全接触介质;接线时采用防爆穿线盒,电缆屏蔽层单端接地,避免车间电机产生的电磁干扰;
密封性测试:安装完成后,对法兰连接处进行气密性测试(压力 0.8MPa,保压 30 分钟无泄漏),向罐内注入少量清水,验证界面仪是否能准确识别 “水 - 空气” 界面,确保设备安装无误。
静态校准:向 1 号脱水罐注入已知比例的原油(含水率 0.5%)和水,分别设置界面高度 0.6 米、1.2 米、1.8 米,对比界面仪显示值与实际界面高度(通过罐体观察窗确认),调整设备 “介电常数补偿” 参数,使测量误差控制在 ±20 毫米以内;
动态测试:模拟正常脱水工艺(加热至 70℃,加入破乳剂),向脱水罐连续注入原油(含水分 40%),观察界面仪跟踪界面变化的响应速度(确保≤1 秒),验证 “界面高度 - 排水阀” 联锁控制的准确性 —— 当界面升至 1.5 米时,排水阀是否自动开大,界面降至 0.9 米时是否自动关小;
含油超标测试:人工向脱水罐底部注入少量原油(模拟废水带油),观察底部界面仪的介电常数变化,当介电常数降至 60 时,验证排水阀是否立即关闭、报警是否触发。经过 12 天调试,8 台脱水罐的界面监测与控制功能均达到设计要求,系统正式投用。
界面监测精度显著提升:升级后,油水界面测量误差稳定在 ±20 毫米以内,彻底解决 “差压变送器受温度、密度影响” 的问题;底部界面仪可精准识别废水含油超标,投用至今未出现 1 次 “油带水” 或 “废水带油超标” 事故;
工艺自动化水平提升:实现油水界面的自动监测与排水阀联锁控制,无需人工采样调整,每台脱水罐减少 2 名巡检人员,车间整体人力成本降低 30%;界面调整响应时间从 30 分钟(人工)缩短至 1 秒,脱水效率提升 25%;
环保与安全风险降低:取消人工开盖采样,减少油气泄漏点,车间挥发性有机物(VOCs)排放量降低 15%;避免 “油带水” 导致的装置停工,保障生产连续性,同时降低污水处理厂的处理负荷,避免环保处罚。
直接成本节约:每年减少人工巡检成本约 36 万元(8 台罐 ×2 人 × 人均年薪 9 万元 ×25% 人力减少比例);避免 “油带水” 事故损失,按此前每两年 1 次、单次损失 80 万元计算,年均减少潜在损失 40 万元;降低污水处理成本,因废水含油达标,污水处理药剂用量减少 20%,每年节省药剂费约 12 万元;
效率与产能提升:脱水效率提升 25%,原油预处理能力从每日 4 万吨提升至 5 万吨,每年可多加工原油 360 万吨,按每吨原油加工利润 100 元计算,新增利润 3.6 亿元;
合规与品牌价值:满足环保部门 “废水含油≤100mg/L” 的排放标准,通过省级 “绿色工厂” 复核;精准的界面控制使原油含水率稳定在 0.5% 以下,提升后续蒸馏装置的产品质量,增强企业市场竞争力。